|
Bhandari L, Gaur V. Different post-processing methods to improve fatigue properties of additively built Ti-6Al-4V alloy[J]. International Journal of Fatigue, 2023: 107850.
Bhandari, Litton, and Vidit Gaur. "Different post-processing methods to improve fatigue properties of additively built Ti-6Al-4V alloy." International Journal of Fatigue (2023): 107850.
Bhandari, L., & Gaur, V. (2023). Different post-processing methods to improve fatigue properties of additively built Ti-6Al-4V alloy. International Journal of Fatigue,176, 107850.
背景简介
不同的后处理方法,如热处理(HT)、热等静压(HIP)、激光表面改性等,常被用于改善增材制造部件的性能。目前已有一些研究尝试优化和研究不同后处理方式对增材制造合金的疲劳性能的影响。然而,尚不清楚影响增材制造钛合金疲劳性能的主要因素是哪些,所以还未确定一种最优的后处理方式以提高增材制造钛合金的疲劳强度。此外,在HIP处理之前施加热处理对疲劳强度的提升效果,特别是对于Ti-6Al- 4V合金,几乎没有被探讨过。本研究旨在研究和比较采用选择性激光熔化法制备的Ti-6Al-4V合金的初始态、热处理态和热等静压处理态的拉伸和疲劳性能,以填补该方面的研究空白。
成果介绍
(1)打印得到的初始状态Ti-6Al-4V合金的屈服强度,抗拉强度和硬度最高;热等静压热处理机加工条件(HT+HIP+M)下的Ti-6Al-4V合金在强度方面较低,但具有最高的延性。这是由于热处理过程中α板条的粗化和α ′马氏体组织的分解以及相界位错密度的降低造成的。具体的静强度和拉伸延性数据如表1所示。图1显示的是不同后处理状态下增材制造钛合金的微观组织。该图为电镜下拍摄的背散射图像,在该图像中,白色衬度的相为β相,黑灰色衬度的相为α相。图中标记出了打印钛合金特有的微观组织特征,包括原β相晶界和魏氏组织。图2结果为不同后处理状态下的TEM试验结果。
表1 增材制造钛合金不同后处理方式得到的静强度和拉伸性能结果。AB代表初始状态,HT代表在850℃中热处理2小时的状态,HIP代表在920℃,120MPa环境中保持2小时的状态。
.png)
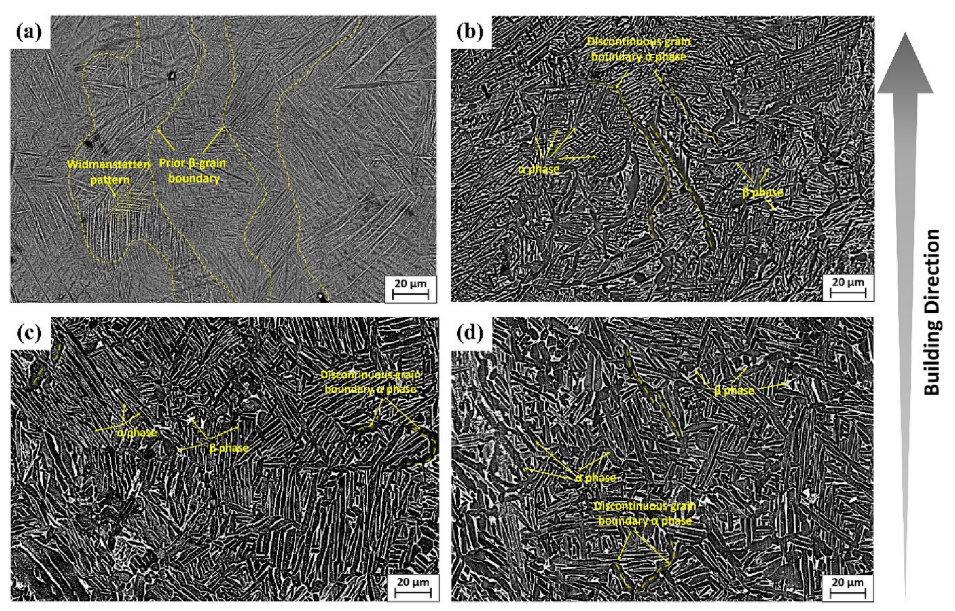
图1 不同后处理状态下增材制造钛合金的微观组织。(a)AB:初始状态(b)HT:850℃保持2小时;(c) HIP:920℃,120MPa下保持2小时;(d)HT + HIP状态。图中右侧标记方向为打印材料时材料的堆叠方向
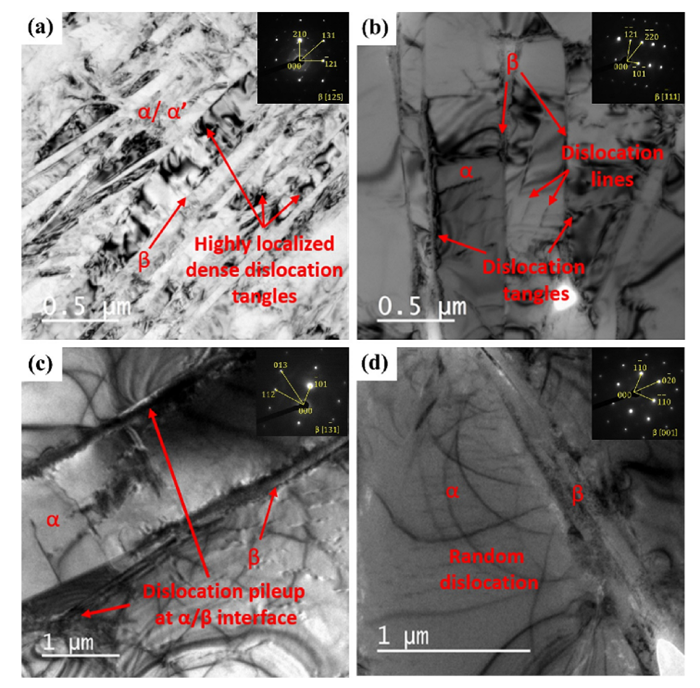
图2 不同后处理状态和初始状态下增材制造Ti-6Al-4V的TEM观察结果。(a) AB; (b) HT; (c) AB + HIP;(d) HT + HIP。
(2)在热等静压之前施加热处理即HT+HIP条件,然后对试样表面进行抛光加工(HT + HIP + M),发现该条件下显著地提高了Ti-6Al-4V的疲劳强度,相比于初始条件几乎提高了5倍,而单独的热处理使其疲劳强度与原始条件相比几乎提高了3倍。具体S-N曲线如图3所示。
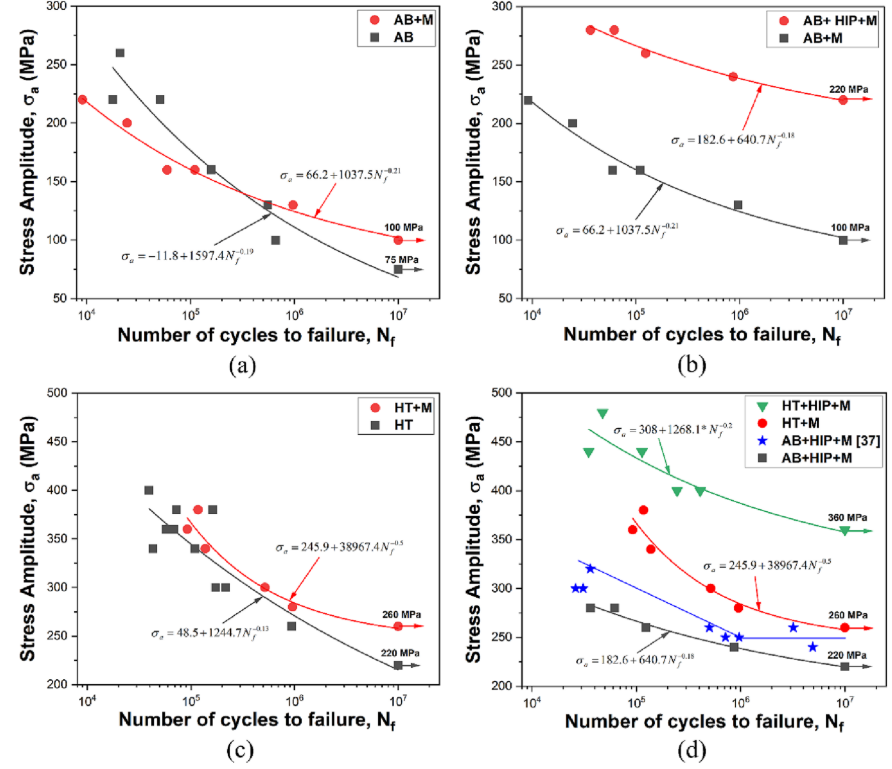
图3 不同后处理状态下的S-N曲线。具体的后处理方式如图中右上角图例所示。其中,M代表试样表面抛光,无M代表试样表面为打印完成时的状态。
(3)热处理(HT)和热等静压处理(HIP)导致增材制造Ti-6Al-4V合金内微观组织发生变化。热处理后,亚稳态针状α ′马氏体组织分解为α + β片层组织,并且α片层厚度随着热处理温度升高而逐渐增加。HT处理使得疲劳强度较AB状态下有所提升,主要是因为α + β片层组织中α-colonies(晶粒取向相近的晶团)的阻碍以及来自于打印工艺引入的拉伸残余应力的松弛。HIP处理提升疲劳强度的原因除了和HT状态下提到的两点以外,另外促使材料内部的缺陷消除,具体X射线μCT试验结果如下图4所示。
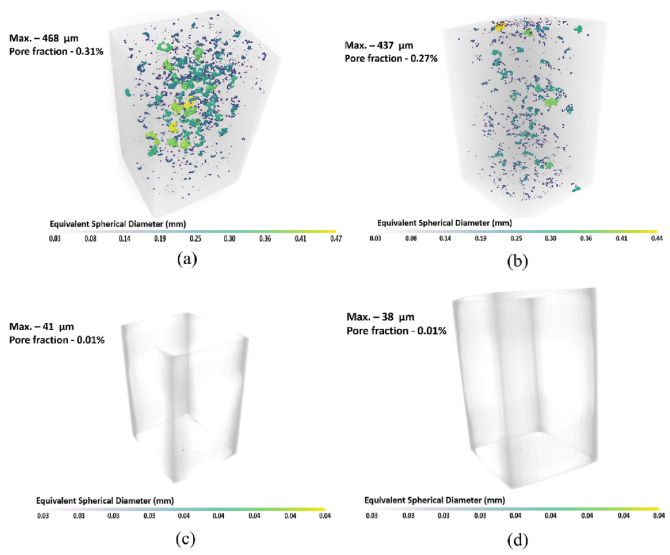
图4 不同后处理状态下的内部缺陷三维重构效果图。(a) AB; (b) HT; (c) AB + HIP; (d) HT + HIP。
致谢
作者感谢Amit Bhattacharjee博士在研究工作中提出的意见和建议。作者还感谢航空研究与发展委员会(ARDB)- DRDO的材料与制造(M&M)小组资助本研究(批准号:ARDB/01/2031951/M/I)和IIT Roorkee提供所有相关的基础设施,以促进研究工作。本文通讯作者:Vidit Gaur(Department of Mechanical and Industrial Engineering, Indian Institute of Technology Roorkee, Uttarakhand 247667, India)。
本期小编:董乃健(整理)
徐浩波(校对)
王康康(审核)
高 欣(发布)
|